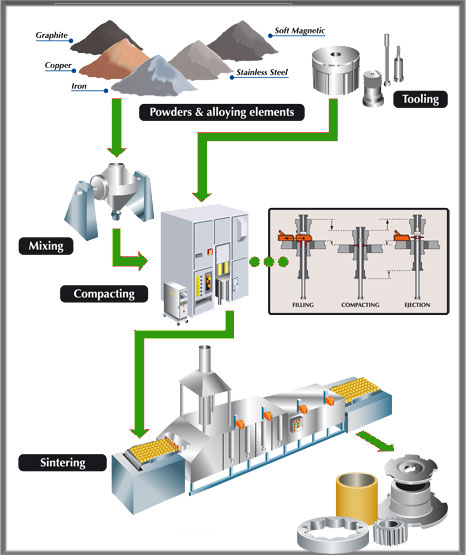
 The two basic elements for manufacturing a sintered component are:metallic powder, and tooling. Having them, the basic process to follow for producing a sintered part consists of three operations, i.e., powder mixing,compacting, and sintering.
The two basic elements for manufacturing a sintered component are:metallic powder, and tooling. Having them, the basic process to follow for producing a sintered part consists of three operations, i.e., powder mixing,compacting, and sintering.
RAW MATERIAL
The raw material of a sintered component is always a metallic powder. The material characteristics to be achieved determine the powder chemical composition. Metal powders can be of pure metal (iron, copper), or alloyed powders (bronze, brass, steel, etc.). There are powders of different nature (sponge, irregular, spherical, laminar), which give particular properties to the component.
MIXING
The base powder is mixed with different alloying elements, depending on the composition of the final material (such as graphite, nickel, copper,…), with an organic solid lubricant (necessary to compact the powder), and sometimes with special additives. The result is a powder mixture with an homogeneous additive distribution. The material chemical composition is ensured through strict dosing and control processes, and it is of critical importance in order to achieve the mechanical, physical or chemical characteristics of the material.
TOOLING
The powder mixture is compacted inside the tooling, which has the negative shape of the final part. The tool is an element of a very high precision, and high durability. Tooling assembly and maintenance is carried out by means of SMED techniques.
COMPACTING
The powder mixture is filled into the tool cavity of a mixer by gravity, and an uni-axial pressure within 200 to 1500 MPa is applied onto it depending on the final density to be achieved. The compacted part is ejected from tooling, and the result is a “green part”, which has a certain mechanical strength and can be handled.
The compacting process is statistically assured by SPC controls of the unique characteristics of a part.
SINTERING
Sintering is a thermal cycle consisting of heating the compacted part during a given time at lower temperature than the base metal melting point. The high temperature leads to welding of particles between them, and to the alloying elements by means of a solid-state diffusion mechanism.
Sintering is carried out in continuous furnaces, under controlled speed and at an atmosphere with controlled chemical composition. Sintering normally operates at temperatures between 750 and 1300°C depending on the material and the characteristics to be achieved.
The result of these basic operation is a metallic part with a certain micro-porosity, high dimensional precision, and perfectly functional when the obtained characteristics meet the component specifications.